






5 Sumbu Penggilingan Serentak Pembubutan 80P-C

Lingkup pasokan
Tabel fungsi aksesori standar (lihat fungsi pengontrol untuk bagian kontrol listrik)
| TIDAK | Barang | Satuan | Jumlah |
| 1. | Pengecoran mainframe FH | menara | 1 |
| 2. | Sistem kontrol Siemens840DSL | mengatur | 1 |
| 3. | Tampilan: 19LCD | mengatur | 1 |
| 4. | Kepala ayun multifungsi lima sumbu FH (sumbu B) | mengatur | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Hanya | 1 |
| 6. | Sekrup Bola Berpendingin Berongga Sumbu X/Y/Z | bagian | 3 |
| 7. | Meja Putar Penggerak Langsung Pabrik/Putar (sumbu C) | mengatur | 1 |
| 8. | Sumbu B RCN8380 29 bit encoder absolut | Hanya | 1 |
| 9. | Sumbu C RCN2580 encoder absolut 28 bit | Hanya | 1 |
| 10. | Slide Linier Rol BOSCH REXROTH | mengatur | 7 |
| 11. | Perangkat pengatur suhu kotak listrik | mengatur | 1 |
| 12. | Sistem pendingin air spindel | mengatur | 1 |
| 13. | Semprotan air cincin alat mesin | mengatur | 1 |
| 14. | Semprotan air bulan sabit kepala lima sumbu, hembusan bulan sabit | mengatur | 1 |
| 15. | Sistem interlock pengaman pintu depan dan samping | mengatur | 1 |
| 16. | Pencahayaan tempat kerja tahan air | Hanya | 2 |
| 17. | stasiun hidrolik | mengatur | 1 |
| 18. | Perangkat pelumasan umpan terpusat terpusat | mengatur | 1 |
| 19. | Sisi operasi membersihkan pistol air dan pistol udara | mengatur | 1 |
| 20. | Memotong sistem cairan | mengatur | 1 |
| 21. | Lembaran logam pelindung yang tertutup sepenuhnya | mengatur | 1 |
| 22. | Kotak operasi | mengatur | 1 |
| 23. | Unit Pendingin Kabinet Listrik | mengatur | 1 |
| 24. | Roda tangan elektronik Siemens | Hanya | 1 |
| 25. | Sakelar pelepas pisau spindel yang dioperasikan dengan kaki | Hanya | 1 |
| 26. | Lampu tiga warna alat mesin | mengatur | 1 |
| 27. | 40 majalah alat HSK-A63 dan sistem penggantian alat otomatis servo | mengatur | 1 |
| 28. | Skala kisi nilai absolut tiga sumbu X/Y/Z | mengatur | 3 |
| 29. | Roller Chip Spiral dan Pengangkut Chip Konveyor Chip Belakang | mengatur | 1 |
| 30. | Renishaw unit probe inframerah RMP60 | mengatur | 1 |
| 31. | Renishaw unit penyetel alat TS27R | mengatur | 1 |
| 32. | Bantalan tingkat pondasi dan baut pondasi | mengatur | 1 |
| 33. | panduan teknis | mengatur | 1 |
Parameter
| Model | Satuan | FH80P-C |
| Bepergian | ||
| Perjalanan sumbu X | mm | 800 |
| Perjalanan sumbu Y | mm | 1050 |
| Perjalanan sumbu Z | mm | 800 |
| Jarak dari hidung spindel ke permukaan meja kerja | mm | 162-962 |
| Kepala penggilingan horizontal | mm | 39-839 |
| Kecepatan umpan/bergerak cepat | m/mnt | 40 |
| Kekuatan umpan | KN | 10 |
| Meja putar (sumbu C) | ||
| Ukuran meja kerja | mm | Ø855 |
| Beban meja maks (pabrik) | kg | 3000 |
| Beban meja maks (berputar) | kg | 1500 |
| Meja penggilingan / pembubutan (pemesinan gabungan penggilingan dan pembubutan) | rpm | 450 |
| Sudut belah minimum | ° | 0,001 |
| Torsi terukur | Nm | 1140 |
| torsi maksimum | Nm | 1980 |
| Kepala penggilingan ayun CNC (sumbu B) | ||
| Rentang ayunan (0=vertikal/180=horizontal) | ° | -15~180 |
| Kecepatan traverse dan feed rate yang cepat | rpm | 50 |
| Sudut belah minimum | ° | 0,001 |
| Torsi terukur | Nm | 743 |
| torsi maksimum | Nm | 1320 |
| Spindel (penggilingan dan pembubutan) | ||
| Kecepatan spindel | rpm | 12000 |
| Kekuatan spindel | Kw | 34/42 |
| Torsi spindel | Nm | 132/185 |
| Spindel tapre |
| HSKA63 |
| Majalah alat | ||
| Antarmuka alat |
| HSKA63 |
| Kapasitas magasin alat | buah | 40 |
| Diameter/panjang/berat alat maksimum |
| Ø85/300/8 |
| Waktu penggantian alat (alat ke alat) | S | 1.8 |
| Alat pengukur | ||
| Pemeriksaan inframerah |
| Rensishaw RMP60 |
| Instrumen pendeteksi alat di area pemrosesan kerja |
| Rensishaw TS27R |
| Akurasi posisi (ISO230-2 dan VDI3441) | ||
| Akurasi posisi X/Y/Z | mm | 0,008 |
| X/Y/Z Ulangi akurasi posisi | mm | 0,005 |
| Akurasi posisi B/C |
| 10" |
| B/C Ulangi akurasi posisi |
| 4" |
| pengontrol CNC | ||
| sistem CNC |
| Siemens840D |
| Lainnya | ||
| Berat mesin | Kg | 20.000 |
3.1 Spesifikasi Mesin Utama | Konfigurasi Struktur Kaku Optimal
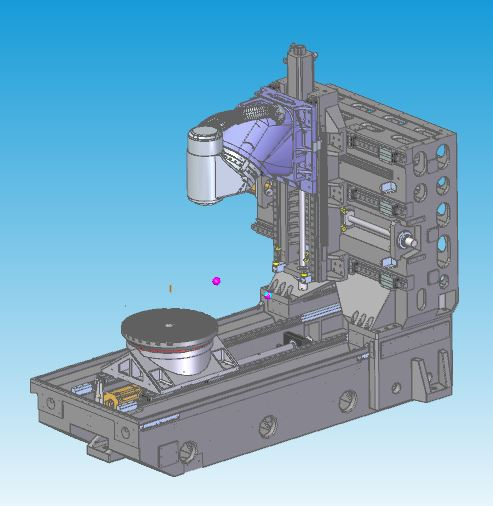
Fitur Desain | Desain Analisis Pengecoran Kawat Mekanis Terbaik
◆Struktur pengecoran termosimetris tipe kotak penuh, menggunakan besi cor bermutu tinggi tingkat Meehanna
◆ Perawatan tempering dan penuaan alami untuk menghilangkan stres internal
◆ Getaran frekuensi alami struktural menghilangkan tekanan pemrosesan material
◆Desain kolom dengan kekakuan tinggi dan dinding yang komprehensif dapat secara efektif meningkatkan kekakuan dan akurasi statis dan dinamis
◆ Penggerak sekrup pendingin berongga tiga sumbu
3.2 Spindel Listrik

Fitur Desain
◆Menurut karakteristik mesin mereka sendiri, penelitian dan pengembangan independen dan produksi.
◆Lubang lancip HSK-A63 diadopsi dalam model FH80P-C.
◆Mengadopsi sistem pendingin eksternal untuk sirkulasi pendingin, yang secara efektif dapat memastikan penerapan spindel listrik.
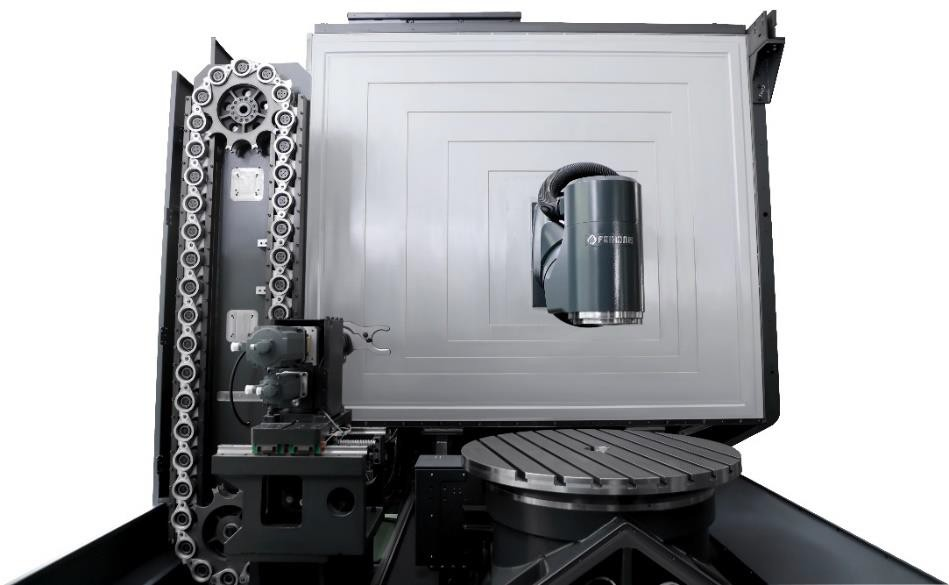
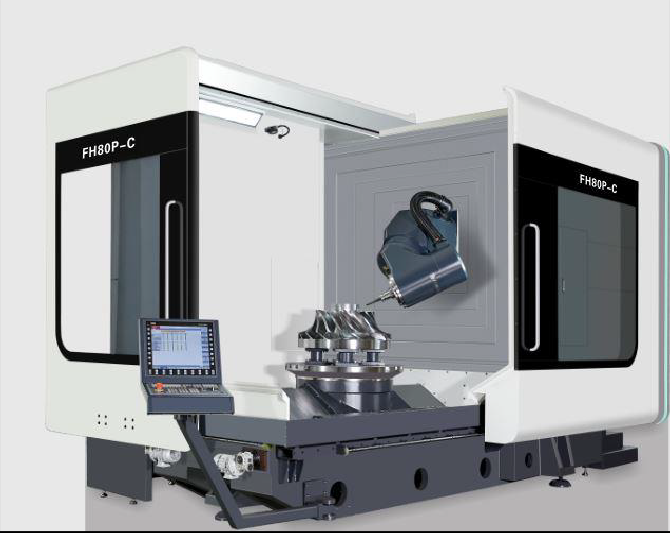
3.3 Kepala penggilingan ayun CNC (sumbu B)

Fitur Desain
◆Desain dan produksi independen.
◆ Rantai transmisi nol motor DD bawaan tanpa desain reaksi balik.
◆ Karakteristik akselerasi tinggi.
◆Rentang terpendek antara titik hidung pahat pada spindel dan titik penyangga struktural menghasilkan kekakuan pemotongan maksimum.
◆Bantalan YRT yang lebih besar meningkatkan kekakuan.
◆ Dilengkapi dengan sistem pengukuran encoder putar absolut seri HEIDENHAIN RCN8380, kontrol loop tertutup penuh, untuk memastikan akurasi terbaik.
◆Desain sistem pendingin sumbu B mengurangi perpindahan panas.
3.4 Meja putar (tabel sumbu C)

Fitur Desain
◆Desain dan produksi independen.
◆ Rantai transmisi nol motor DD bawaan tanpa desain reaksi balik.
◆Karakteristik respon akselerasi dan deselerasi yang tinggi.
◆Bantalan YRT yang lebih besar meningkatkan kekakuan.
◆ Torsi penggerak, pemosisian, dan pemrosesan dengan nilai besar dengan pemosisian meja dan perangkat penjepit
◆Memenuhi kebutuhan penggilingan, mengurangi penanganan benda kerja, dan meningkatkan akurasi produk.
◆ Dilengkapi dengan sistem pengukuran encoder putar presisi tinggi HEIDENHAIN, kontrol loop tertutup penuh untuk memastikan akurasi terbaik.
◆Desain sistem pendingin untuk mengurangi perpindahan panas.
3.5 Sistem kendali

Fitur Desain
◆Desain dan produksi independen.
◆ Rantai transmisi nol motor DD bawaan tanpa desain reaksi balik.
◆Karakteristik respon akselerasi dan deselerasi yang tinggi.
◆Bantalan YRT yang lebih besar meningkatkan kekakuan.
◆ Torsi penggerak, pemosisian, dan pemrosesan dengan nilai besar dengan pemosisian meja dan perangkat penjepit
◆Memenuhi kebutuhan penggilingan, mengurangi penanganan benda kerja, dan meningkatkan akurasi produk.
◆ Dilengkapi dengan sistem pengukuran encoder putar presisi tinggi HEIDENHAIN, kontrol loop tertutup penuh untuk memastikan akurasi terbaik.
◆Desain sistem pendingin untuk mengurangi perpindahan panas.
3.5 Sistem kendali
Fitur Desain
◆ Desain dan produksi independen.
◆ Pemilihan alat dan penggantian alat menggunakan motor servo untuk mengontrol aksi terminal, yang lebih stabil dan akurat.
◆Dikombinasikan dengan fungsi manajemen alat Siemens840DSL, manajemen alat lebih efisien.
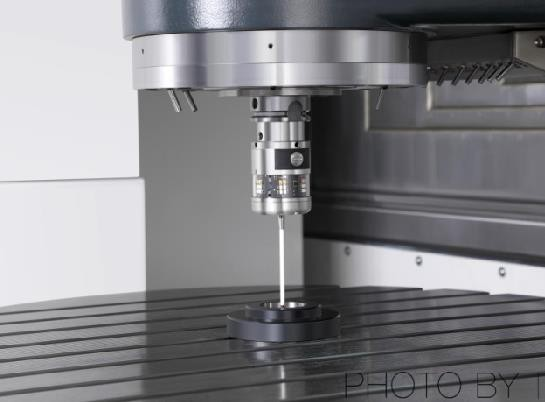
3.7 Penyetel alat yang dapat diangkat
Fitur Desain
◆Dilengkapi dengan setter alat Ransishaw TS27R dengan presisi lebih tinggi.
◆Pengaturan alat otomatis pada mesin, pembaruan otomatis kompensasi alat.
◆Perangkat pengaturan pahat dapat dinaikkan dan diturunkan untuk menghemat ruang pada permukaan pemrosesan.
◆Desain lembaran logam yang tersegel sepenuhnya untuk melindungi penyetel alat dari kerusakan akibat air dan serbuk besi selama pemrosesan.
3.8 Pemeriksaan inframerah
Fitur Desain
◆Dilengkapi dengan probe optik pemicu Ransishaw RMP60.
◆Penyelarasan benda kerja dan pemeriksaan ukuran pada mesin dapat mengurangi kesalahan pemeriksaan manual dan meningkatkan akurasi produk serta efisiensi pemrosesan.
◆90% penghematan waktu bantuan di pesawat.
3.9 Lembaran logam pelindung keselamatan
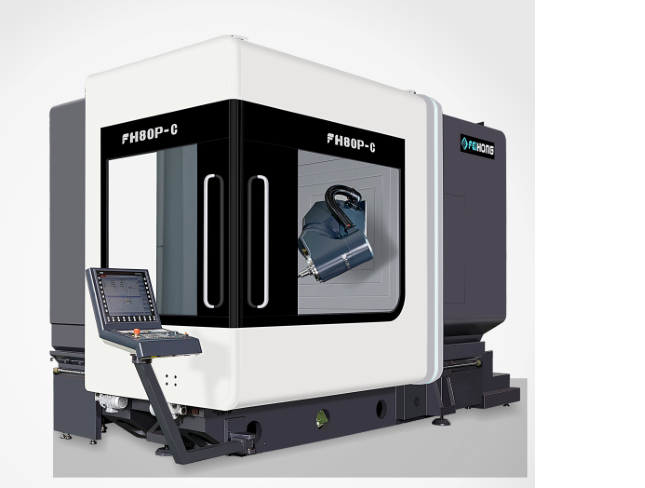
3.10 Penampilan
Desain penutup pusat permesinan lima sumbu seri FH mematuhi standar keselamatan CE yang ketat. Lembaran logam yang sepenuhnya padat mencegah operator memasuki area kerja secara tidak sengaja selama pemrosesan, dan pada saat yang sama mencegah penggunaan cairan pemotongan atau serpihan bertekanan tinggi dari mesin, kecuali untuk papan nama peringatan. , Pintu pengoperasian juga dilengkapi dengan sakelar pengaman untuk mencegah kecelakaan selama pengoperasian atau pemeliharaan. Dan memiliki jendela intip yang besar, sehingga memudahkan operator untuk memahami pengoperasian dan pemrosesan mesin.
3.11 Pembersihan
Gunakan penutup teleskopik dan lembaran logam pelindung untuk melindungi serpihan yang dihasilkan selama pengoperasian, menghindari cipratan dan menyebabkan kerusakan pada mekanisme lainnya





