Pusat pemesinan 5 sumbu V5-1000A


Pusat Pemesinan Vertikal Lima Sumbu
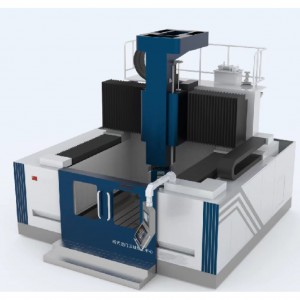
Pusat pemesinan lima sumbu V5-1000A mengadopsi struktur gantri tertutup yang stabil dan dilengkapi dengan spindel elektrik standar, meja putar CNC penggerak langsung dua sumbu, dan majalah alat servo rantai horizontal.Itu dapat mewujudkan pemesinan bagian kompleks berkecepatan tinggi, presisi tinggi, dan efisien.Ini banyak digunakan dalam Manufaktur baru kendaraan energi, blisk integral penerbangan, impeler turbin uap, cetakan dan produk lainnya.
1. Tata letak keseluruhan mesin

Pusat pemesinan lima sumbu V5-1000A mengadopsi struktur gantry yang stabil, kolom dipasang pada alas, balok bergerak secara longitudinal di sepanjang kolom (arah Y), pelat geser bergerak secara lateral di sepanjang balok (arah X), dan headstock bergerak secara vertikal sepanjang slide plate (arah Z).Meja kerja mengadopsi struktur buaian penggerak langsung yang dikembangkan sendiri, dan berbagai indikator kinerja telah mencapai tingkat lanjutan internasional.


2. Sistem pemberian makan
Sumbu X, Y, Z mengadopsi pemandu linear rol presisi tinggi yang sangat kaku dan sekrup bola berperforma tinggi, dengan gesekan dinamis dan statis rendah, sensitivitas tinggi, getaran rendah pada kecepatan tinggi, tidak merayap pada kecepatan rendah, pemosisian tinggi akurasi, dan kinerja servo drive yang sangat baik.
Motor servo sumbu X, Y, Z terhubung dengan sekrup bola presisi tinggi melalui reduksi presisi, dengan pengumpanan fleksibel, pemosisian akurat, dan presisi transmisi tinggi.
Motor servo sumbu Z memiliki fungsi rem.Jika listrik padam, secara otomatis dapat menahan rem untuk menahan poros motor dengan erat sehingga tidak dapat berputar, yang berperan dalam perlindungan keselamatan.
3. Spindel listrik
Spindel bermotor mengadopsi spindel bermotor BT50 yang dikembangkan sendiri (spindel bermotor HSKA100 adalah opsional), dan ujungnya dilengkapi dengan sambungan semprotan cincin untuk mendinginkan alat.Ini memiliki keunggulan kecepatan tinggi, presisi tinggi, respons dinamis tinggi, dll., Dan dapat mewujudkan regulasi kecepatan stepless, enkoder presisi tinggi bawaan, dapat mencapai penghenti akurat terarah dan penyadapan kaku.


4. Meja putar
Meja putar cradle penggerak langsung sumbu ganda yang dikembangkan sendiri dilengkapi dengan enkoder absolut presisi tinggi dan didinginkan oleh pendingin air pada suhu konstan.Ini memiliki keunggulan kekakuan tinggi, presisi tinggi, dan respons dinamis tinggi.Meja kerja mengadopsi slot T radial 5-18mm, dan beban yang diijinkan adalah 2000kg (terdistribusi secara merata)


5. Majalah alat
Majalah alat mengadopsi majalah alat servo rantai horizontal BT50, yang dapat menampung 30 alat.

6. Sistem umpan balik loop tertutup sepenuhnya
Sumbu linier X, Y, Z dilengkapi dengan penggaris kisi nilai absolut HEIDENHAIN LC195S;Meja putar A dan C dilengkapi dengan encoder sudut nilai absolut HEIDENHAIN RCN2310 untuk mewujudkan umpan balik loop tertutup penuh dari 5 sumbu umpan, memastikan mesin memiliki Retensi presisi tinggi dan presisi tinggi.


7. Pendinginan dan sistem pneumatik
Dilengkapi dengan pompa pendingin aliran besar dan tangki air untuk memberikan pendinginan yang cukup untuk perkakas dan benda kerja.Muka ujung headstock dilengkapi dengan nozel pendingin, yang dapat dikontrol dengan kode M atau panel kontrol.
Dilengkapi dengan pendingin air untuk pendinginan suhu konstan, untuk memastikan spindel elektrik dan meja putar penggerak langsung dalam kondisi kerja yang baik dan dapat bekerja secara efisien untuk waktu yang lama.
Sistem pneumatik mengadopsi komponen pneumatik untuk penyaringan, dan mewujudkan fungsi membersihkan dan meniup lubang lancip poros, melindungi segel udara bantalan poros, dan meniup dan membersihkan penggaris kisi.
8. Sistem pelumasan terpusat
Blok geser rel pemandu dan mur sekrup bola semuanya dilumasi dengan minyak tipis, dan pelumasan disediakan secara teratur dan kuantitatif untuk memastikan presisi dan stabilitas sekrup bola dan rel pemandu.
9. Sistem pelumasan minyak dan gas
Spindel listrik dilengkapi dengan perangkat pelumasan minyak dan gas impor, yang dapat sepenuhnya melumasi dan mendinginkan spindel.Sensor dapat memberikan alarm pelumasan yang tidak normal, yang secara efektif dapat memastikan spindel dapat bekerja secara stabil pada kecepatan tinggi untuk waktu yang lama.
10. Sistem pengukuran benda kerja
Mesin ini dilengkapi dengan probe radio Renishaw RMP60, digunakan bersama dengan penerima RMI, frekuensi kerjanya adalah 2400 MHz hingga 2483,5 MHz, pengulangan pengukuran satu arah kurang dari atau sama dengan 1um (kecepatan pengukuran 480mm/menit, menggunakan stylus 50mm), dan suhu kerja yang berlaku adalah 5°C hingga 55°C.


11. Sistem pengukuran alat
Mesin ini dilengkapi dengan penyetel alat laser Renishaw NC4, pengulangan pengukuran ± 0,1um, dan suhu kerja 5°C hingga 50°C.

12. Fungsi kalibrasi presisi lima sumbu
Mesin ini dilengkapi dengan kit AxiSet Check-Up Rotary Axis Line Checker Renishaw, dipasangkan dengan sistem pengukuran benda kerja RMP60, memungkinkan pengguna mesin untuk memeriksa kondisi sumbu putar dengan cepat dan akurat serta mengidentifikasi masalah yang disebabkan oleh perubahan suhu dan kelembapan, benturan atau benturan mesin. keausan.masalah, dapat dengan cepat menyesuaikan dan menemukan pemeriksaan kinerja, tolok ukur, dan memantau bagaimana mesin kompleks berubah dari waktu ke waktu.

13. perlindungan mesin
Alat berat mengadopsi penutup pelindung keseluruhan yang tertutup sepenuhnya yang memenuhi standar keselamatan untuk mencegah percikan cairan pendingin dan keripik, memastikan pengoperasian yang aman, dan memiliki penampilan yang menyenangkan.Arah-X mesin dilengkapi dengan penutup pelindung lapis baja, yang secara efektif dapat melindungi rel pemandu dan sekrup bola.
14. kondisi kerja mesin
(1) Catu daya: 380V±10% 50HZ±1HZ arus bolak-balik tiga fase
(2) Suhu sekitar: 5 ℃ -40 ℃
(3) Suhu terbaik: 20℃±2℃
(4) Kelembaban relatif: 20-75%
(5) Tekanan sumber udara: 6±1 bar
(6) Aliran sumber udara: 500 L/mnt
15. Pengenalan fungsi sistem CNC
Konfigurasi sistem CNC Siemens 840Dsl.730
| Barang
| Nama
| Catatan
|
| Fungsi sistem | Ekuivalen pulsa minimum | Sumbu linier 0,001 mm, sumbu putar 0,001° |
| Laju umpan per menit/revolusi | ||
| Umpan dan traverse cepat | ||
| Penggantian feedrate 0~120% | ||
| Batas kecepatan spindel | ||
| Pemotongan kecepatan konstan spindle | ||
| Pemantauan poros | ||
| Penimpaan spindel 50~120% | ||
| Tampilan kecepatan spindel | ||
| BINGKAI | Wujudkan transformasi sistem koordinat dan pemesinan bevel | |
| Pergantian sistem pengukuran langsung/tidak langsung | ||
| Fungsi melihat ke depan atau fungsi melihat ke depan | ||
| Kompensasi kesalahan pitch lead screw | ||
| Kompensasi Kesalahan Sistem Pengukuran | ||
| Kompensasi Kesalahan Kuadran | ||
| Kompensasi serangan balik | ||
| Manajemen alat | ||
| Konfigurasi Perangkat Keras | Jumlah sumbu kontrol | X, Y, Z, A, C lima sumbu koordinat dan satu sumbu utama |
| Kontrol simultan dari jumlah sumbu | X, Y, Z, A, C linkage lima sumbu | |
| nama sumbu | X, Y, Z, A, C, SP | |
| monitor | Layar LCD berwarna 15", menampilkan teks dalam bahasa Cina/Inggris | |
| Panel operasi | OP015 keyboard CNC fungsi penuh | |
| antarmuka komunikasi manusia-mesin | TCU konfigurasi standar | |
| Panel kendali mesin | Panel kontrol SINUMERIK MCP 483C PN, 50 kunci mekanis dengan LED, dengan PROFINET, antarmuka Ethernet Industri | |
| Unit operasi genggam | ||
| Antarmuka keyboard standar | ||
| antarmuka Ethernet | Terintegrasi di NCU (fungsi jaringan bengkel terbuka) | |
| Port USB | 3 x 0,5 A USB terintegrasi di TCU | |
| program PLC | PLC317-3PN/DP | |
| Fungsi interpolasi | Umpan jeda | |
| pemotongan benang | ||
| Pemotongan serentak | ||
| Interpolasi linier tiga koordinat | ||
| Interpolasi melingkar dua koordinat sewenang-wenang | ||
| interpolasi heliks | ||
| Penyadapan / Penyadapan Kaku | ||
| pemrograman | Chamfering / pembulatan yang berlebihan | |
| editor program | Mematuhi standar DIN66025, dengan fitur pemrograman bahasa tingkat tinggi | |
| Pemrograman absolut atau inkremental | ||
| Variabel pengguna, dapat diatur | ||
| Program melompat dan bercabang | ||
| program makro | ||
| Sistem koordinat translasi dan rotasi | ||
| Pemrograman dan pemesinan secara simultan | ||
| Instruksi program untuk kembali ke titik referensi | ||
| Pemrograman kontur dan pemrograman siklus kalengan | ||
| Pencerminan dan penskalaan | ||
| pemilihan pesawat | ||
| Sistem koordinat benda kerja | ||
| Pengeboran dan penggilingan kaleng siklus | ||
| Offset nol | ||
| blokir pencarian | ||
| Pencarian nomor program | ||
| Pengeditan latar belakang | ||
| perlindungan program | ||
| Pilih program berdasarkan direktori | ||
| Fungsi aritmatika dan trigonometri | ||
| Perbandingan dan operasi logika | ||
| Paket perangkat lunak pemesinan lima sumbu | Transformasi lima sumbu;kompensasi alat lima sumbu;fungsi rotasi di sekitar pusat alat (RTCP) | |
| Fungsi perlindungan keselamatan | Batas area pemesinan yang dapat diprogram | |
| Fungsi tes program | ||
| pemberhentian darurat | ||
| Pemantauan batas perangkat lunak | ||
| Pemantauan kontur | ||
| Deteksi tabrakan kontur | ||
| Pemantauan statis | ||
| Pemantauan lokasi | ||
| pemantauan kecepatan | ||
| Pembatasan area pemrosesan | ||
| batas torsi | ||
| Fungsi keamanan Sirkuit pengukuran pemantauan jam, panas berlebih, baterai, voltase, memori, sakelar batas, pemantauan kipas | ||
| Metode operasi | OTOMATIS | |
| Penyesuaian JOG (manual). | ||
| Operasi roda tangan | ||
| Entri data manual MDA | ||
| Diagnostik NC dan PLC dengan tampilan teks, screen saver | ||
| pengoperasian dan tampilan | Tampilan fungsi diagnostik mandiri | Termasuk mode REF, mode inkremental (x1, x10, x100) |
| Tampilan lokasi saat ini | ||
| Tampilan grafis | ||
| tampilan program | ||
| tampilan kesalahan program | ||
| Tampilan kesalahan operasi | ||
| Tampilan kecepatan potong aktual | ||
| Tampilan menu Cina dan Inggris | ||
| Tampilan informasi alarm | ||
| Beberapa set set instruksi M-code | ||
| Mendukung transfer data bus PROFINET | ||
| komunikasi data | Port USB | Data NC, data PLC, dan program dicadangkan ke disk U untuk data input dan output |
| transfer data Ethernet | Melalui antarmuka Ethernet |
Parameter utama
| Barang | Spesifikasi | Satuan | |||
| meja kerja
| ukuran meja kerja | φ1000×800 | mm | ||
| beban maksimum yang diijinkan | 2000 | kg | |||
| Ukuran T-slot | 5×18 | 个×mm | |||
| pengolahan cakupan
| sumbu X | 1150 | mm | ||
| sumbu Y | 1300 | mm | |||
| sumbu Z | 900 | mm | |||
| A-sumbu | -150~+130 | ° | |||
| sumbu C | 360 | ° | |||
| Jarak dari permukaan ujung spindel ke meja kerja | Maks | 1080 | mm | ||
| Min | 180 | mm | |||
| Poros
| Lubang kerucut | BT50 | |||
| Kecepatan terukur | 1500 | r/mnt | |||
| kecepatan maksimum | 10.000 | ||||
| Torsi keluaran S1/S6 | 191/236 | Nm | |||
| Daya motor spindel S1/S6 | 30/37 | kW | |||
| Sumbu
| bergerak cepat | sumbu X | 25 | m/mnt | |
| sumbu Y | 25 | ||||
| sumbu Z | 25 | ||||
| Kecepatan maksimum meja putar | A-sumbu | 15 | rpm | ||
| sumbu C | 30 | rpm | |||
| Daya motor sumbu X/Y/Z | 3,1/4,4/2 | kW | |||
| Sumbu AC Daya motor | 6.3 *2/ 9.4 | kW | |||
| A-sumbu | Torsi terukur | 4000×2 | Nm | ||
| sumbu C | Torsi terukur | 3000 | Nm | ||
| laju umpan maksimum | X/Y/Z | 25 | m/mnt | ||
| AC | 15/30 | rpm | |||
| Majalah alat
| Bentuk majalah alat | horisontal | |||
| metode pemilihan alat | Pemilihan alat terdekat dua arah | ||||
| Kapasitas majalah alat | 30 | T | |||
| Panjang alat maksimum | 400 | mm | |||
| Berat alat maksimum | 20 | kg | |||
| Diameter kepala pemotong maksimum | penuh dengan pisau | φ125 | mm | ||
| Alat kosong yang berdekatan | φ180 | mm | |||
| posisi presisi | Standar eksekutif | GB/T20957.4(ISO10791-4) | |||
| Sumbu X/sumbu Y/sumbu Z | 0,008/0,008/0,008 | mm | |||
| Sumbu B/sumbu C | 8″/8″ | ||||
| ulang posisi presisi | Sumbu X/sumbu Y/sumbu Z | 0,006/0,006/0,006 | mm | ||
| Sumbu B/sumbu C | 6″/6″ | ||||
| Berat mesin | 33000 | kg | |||
| kapasitas listrik total | 80 | KVA | |||
| ukuran garis besar mesin | 7420×4770×4800 | mm | |||
Daftar Konfigurasi
Standar
|
| 1. Komponen utama (termasuk alas, kolom, balok, pelat geser, kotak spindel) |
| 2. Sistem umpan tiga sumbu X, Y, Z | |
| 3. Meja putar tipe dudukan AC1000 | |
| 4. Spindel listrik | |
| 5. Sistem kontrol listrik (termasuk kabinet listrik, modul daya, modul servo, PLC, panel operasi, display, unit genggam, AC kabinet listrik, dll.) | |
| 6. Sistem hidrolik | |
| 7. Sistem pneumatik | |
| 8. Sistem pelumasan terpusat | |
| 9. Pendingin air | |
| 10. Konveyor chip, tangki air, pengumpul chip | |
| 11. Penggaris kisi | |
| 12. Penutup pelindung rel | |
| 13. penutup pelindung keseluruhan mesin | |
| 14. Sistem pengukuran benda kerja | |
| 15. Instrumen pengaturan alat | |
| 16. Fungsi kalibrasi presisi lima sumbu | |
|
| 1. 1 sertifikat kesesuaian 2. Packing list 1 eksemplar 3. 1 set manual mesin (versi elektronik) 4. mesin backup data 1 set (U disk) Manual diagnosis alarm 5.840D 1 set (versi elektronik)/panduan diagnosis 828D 1 salinan (versi elektronik) Manual pengoperasian penggilingan 6.840D 1 salinan (versi elektronik)/panduan pengoperasian 828D 1 salinan (versi elektronik) Manual pemrograman 840D 1 bagian dasar (versi elektronik) / manual pemrograman 828D 1 (versi elektronik) |
| Barang | Merek |
| Motor dan penggerak sumbu X/Y/Z | Siemens, Jerman |
| rantai energi | jerman igus |
| bantalan sekrup | NSK/NACHI Jepang |
| Panduan Linear | Schneeberg, Jerman |
| Majalah alat | Okada |
| peredam | STOBER, Jerman |
| Pelumasan terpusat | Jepang |
| Sekrup bola | SHUTON, Spanyol |
| Komponen Pneumatik | SMC Jepang |
| AC kabinet listrik | Cina |
| alat pendinginkan air | Cina |
| penggaris kisi | HEIDENHAIN, Jerman |
| Sistem pengukuran benda kerja | Renishaw, Inggris |
| Sistem pengukuran alat | Renishaw, Inggris |
| Patrs dengan mesin | Spesifikasi | Kuantitas |
| Besi matras mesin |
| 8 set |
| Baut jangkar |
| 8 set |
| cincin | M30 | 2 buah |
| cincin | M36 | 2 buah |
| bretel |
| 1 set |
| Kunci Allen | 10 | 1 |
| Kunci Allen | 12 | 1 |
| Kunci Allen | 14 | 1 |
| Kunci Allen | 19 | 1 |
| Dudukan sumbu Z |
| 1 |
| Dudukan sumbu X |
| 1 |
| Memperbaiki sumbu Y |
| 1 |
Terima Kasih Atas Perhatian Anda!